رول فرم چیست و چگونه انجام میشود؟
در رول فرمینگ، تغییر شکل ورق در دمای معمول محیط و بدون گرمکردن عمومی ماده انجام میشود. کویل بازشده وارد مجموعهای از استندهای غلتکی میشود و هر استند تنها بخشی از زاویه یا انحنای مورد نیاز را ایجاد میکند. به این ترتیب، تنش و تغییر شکل میان چند مرحله تقسیم میشود و مقطع نهایی بهصورت پیوسته شکل میگیرد.
راهنمای Steel Deck Institute خط متداول تولید دک فولادی را متشکل از کویلبازکن و ابزارهای تدریجی شکلدهی معرفی میکند. در پایان نیز نوار پیوسته ورق، در زمان تعیینشده با واحد برش به طول سفارش بریده میشود. ابعاد واقعی مقطع و جزئیات لبهها میتواند میان تولیدکنندگان و محصولات مختلف متفاوت باشد.
تفاوت رول فرم با خمکاری ورق
در خمکاری با پرس، تغییر شکل معمولاً در یک یا چند محل مشخص و طی ضربه یا حرکت محدود ابزار انجام میشود. این روش برای قطعات منفرد، طولهای محدود و تیراژهای پایین یا متوسط انعطاف بیشتری دارد.
در رول فرم، ورق بهصورت پیوسته حرکت میکند و شکل مقطع در چند مرحله پشت سر هم ساخته میشود. این روش برای تولید طولهای زیاد و مقاطعی که باید در سراسر شیت یکنواخت باشند مناسبتر است، اما طراحی و تنظیم غلتکها باید دقیقاً با ضخامت و هندسه محصول هماهنگ شود.
معیار | رول فرمینگ | خمکاری با پرس |
روش تولید | شکلدهی تدریجی با چند استند | خم موضعی با قالب و پرس |
طول قطعه | مناسب مقاطع طویل | محدود به تجهیزات و قالب |
تیراژ | مناسب تولید پیوسته | مناسب سفارشهای محدودتر |
یکنواختی مقطع | بالا، در صورت تنظیم صحیح | وابسته به تکرار عملیات |
سرعت | بالا پس از تنظیم خط | وابسته به تعداد خمها |
کاربرد | دک، پروفیل طولی و ورق کنگرهدار | قطعات منفرد و خمهای موضعی |
مراحل رول فرم ورق عرشه فولادی

انتخاب و آمادهسازی کویل ورق
فرایند با انتخاب کویلی آغاز میشود که نوع فولاد، ضخامت، عرض و پوشش آن با مشخصات سفارش هماهنگ باشد. در ورق گالوانیزه، سلامت پوشش، نبود زنگزدگی، خراش عمیق، فرورفتگی لبه و آلودگی سطح باید پیش از ورود به خط بررسی شود.
عرض کویل باید با گسترده ورق و هندسه پروفیل متناسب باشد. عرض نامناسب میتواند باعث تغییر عرض مفید، ناقصشدن لبههای اتصال یا افزایش پرت شود. ضخامت و نوع پوشش نهایی باید مطابق نقشه، اسناد خرید و استاندارد مرجع پروژه تأیید شود.
بازکردن کویل و ورود ورق به خط
کویل روی کویلبازکن نصب میشود و ورق با کشش کنترلشده باز میگردد. کنترل سرعت بازشدن اهمیت دارد؛ آزادشدن ناگهانی کویل ممکن است موجب ضربه، ایجاد حلقه نامنظم یا ناپایداری ورق در ورودی خط شود.
راهنمای ورودی، ورق را نسبت به محور دستگاه تنظیم میکند. ورود خارج از مرکز ممکن است در مراحل بعد به انحراف جانبی، اختلاف شکل دو لبه و پیچش طولی محصول منجر شود.
صافکاری و تنظیم مسیر ورق
ورق بازشده ممکن است بخشی از انحنای ناشی از پیچیدهشدن دور کویل را حفظ کرده باشد. واحد صافکننده با عبور دادن ورق از میان غلتکهای تنظیمشده، این انحنا و موج اولیه را کاهش میدهد.
صافکاری نامناسب میتواند باعث ناپایداری ورق در استندها شود. راهنماهای جانبی نیز باید بدون ایجاد خراش یا فشار موضعی، مسیر ورق را ثابت نگه دارند.
عبور ورق از استندهای غلتکی
استندهای غلتکی مهمترین بخش فرایند رول فرم هستند. در نخستین استندها خمهای اولیه ایجاد میشوند و استندهای بعدی زاویه، عمق و موقعیت هر بخش را به مقدار نهایی نزدیک میکنند.
هیچ استند نباید تمام تغییر شکل را بهصورت ناگهانی ایجاد کند. فشار بیش از حد یا توالی نامناسب شکلدهی میتواند به چروک، کشیدگی لبه، ترک در محل خم یا آسیب پوشش منجر شود. تعداد و آرایش استندها به شکل پروفیل و قابلیت شکلپذیری ورق وابسته است.
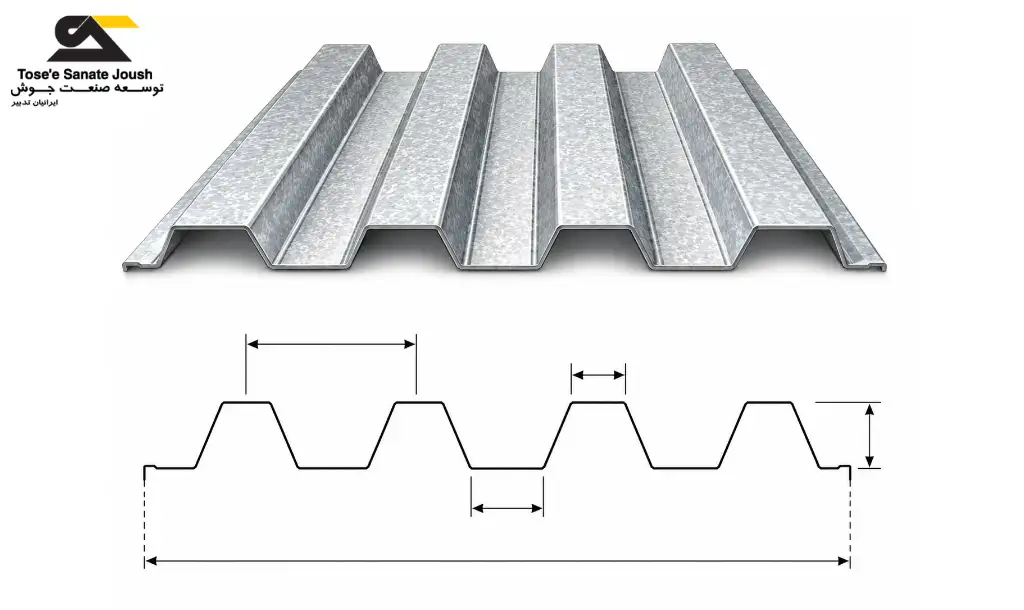
ایجاد گام و کنگره ورق عرشه فولادی
گام ورق فاصله تکرار یک کنگره تا کنگره مشابه بعدی است. ارتفاع کنگره، عرض قسمتهای بالا و پایین، زاویه جانها و شکل لبههای همپوشان نیز اجزای هندسه پروفیل را تشکیل میدهند. خروجی خط رول فرم میتواند پروفیلهایی با گام، عمق و شکل کنگره متفاوت ایجاد کند. برای شناخت تفاوت این فرمها، راهنمای پروفیل ورق عرشه فولادی و تفاوت گام و عمق را بخوانید.
عرض مفید با عرض خام یا گسترده کویل یکسان نیست؛ بخشی از عرض ورق صرف ایجاد جانها، کنگرهها و لبه اتصال میشود. گام، ارتفاع و عرض مفید باید بر اساس نقشه و مشخصات محصول کنترل شوند و نمیتوان یک اندازه ثابت را برای تمام ورقهای عرشه فولادی معتبر دانست.
گام با ارتفاع کنگره، عرض تاج و ضخامت ورق تفاوت دارد. برای مشاهده تعریف دقیق و روش کنترل این بعد روی پروفیل تولیدشده، راهنمای اندازهگیری گام ورق عرشه فولادی را مطالعه کنید.
برش ورق به طول مورد نیاز
پس از تکمیل پروفیل، واحد اندازهگیری طول زمان عملکرد تیغه یا سیستم برش را مشخص میکند. برش میتواند در حالت توقف خط یا با سامانه متناسب با حرکت پیوسته انجام شود.
انتهای شیت باید تا حد تعیینشده گونیا باشد. برش مورب یا طول اشتباه باعث دشواری در چیدمان، ایجاد فاصله روی تکیهگاه، تداخل شیتها و افزایش پرت مصالح میشود.
کنترل کیفیت، بستهبندی و تحویل
در کنترل نهایی، طول، ضخامت، گام، ارتفاع کنگره، عرض مفید و یکنواختی مقطع بررسی میشوند. تابیدگی، پیچش، کیفیت لبهها، خراش سطح و آسیب پوشش نیز باید ثبت و ارزیابی شود.
شیتهای تأییدشده بهگونهای بستهبندی میشوند که لبهها و پوشش در زمان جابهجایی آسیب نبینند. مشخصات بسته باید با سفارش، نقشه برش و محل مصرف شیتها تطبیق داده شود.
چه عواملی بر کیفیت رول فرم تأثیر میگذارند؟
ضخامت واقعی ورق
تنظیم فاصله غلتکها بر اساس ضخامت ورق انجام میشود. اختلاف میان ضخامت واقعی و ضخامت مبنای تنظیم میتواند فشار فرمدهی، شعاع خم، عرض نهایی و میزان برگشت فنری را تغییر دهد.
گام و ارتفاع کنگره
گام و ارتفاع باید با نقشه و سیستم اجرایی پروژه تطبیق داشته باشند. اختلاف در این ابعاد، عرض مفید و محل قرارگیری ورق روی تیرها یا لبه شیت مجاور را تغییر میدهد.
کیفیت کویل و پوشش گالوانیزه
سطح کویل باید عاری از خوردگی فعال، آلودگی، خراش عمیق و صدمه لبه باشد. پوشش گالوانیزه در حین شکلدهی نیز نباید بر اثر فشار نامناسب یا تماس معیوب غلتکها پوسته یا خراشیده شود.
تنظیم غلتکها و سرعت خط
هممحوری استندها، فاصله غلتکها و توزیع فشار در کیفیت مقطع مؤثرند. سرعت نامتناسب با وضعیت خط میتواند انحراف، موج، پیچش یا ناپایداری ابعادی را تشدید کند.
دقت برش و طول شیت
طول نامتناسب و برش مورب، چیدمان ورقها را مختل میکند و ممکن است سطح اتکای مورد نیاز را کاهش دهد. پذیرش نهایی طول و وضعیت لبه باید با تلرانس سفارش و نقشه اجرایی انجام شود.
خطاهای رایج در رول فرم ورق
تابیدگی طولی یا پیچش زمانی رخ میدهد که نیروها در دو سمت ورق متعادل نباشند. اختلاف گام و عرض مفید معمولاً به تنظیم غلتکها، موقعیت ورق یا تغییرات متریال مربوط است. چروک و ترک نیز ممکن است از فشار موضعی، توالی نامناسب خمها یا محدودیت شکلپذیری ورق ناشی شوند.
آسیب پوشش گالوانیزه باید از خراش سطحی جزئی تفکیک شود. همچنین اختلاف ابعاد ابتدا و انتهای شیت میتواند نشانه ناپایداری خط، لغزش ورق یا تنظیم نامناسب راهنماها باشد.
مشکل مشاهدهشده | علت احتمالی | روش بررسی و کنترل |
تابیدگی طولی | فشار نامتعادل استندها | کنترل روی سطح صاف و تنظیم استندها |
انحراف جانبی | ورود خارج از محور | بررسی راهنمای ورودی و محور خط |
اختلاف گام | تنظیم یا سایش غلتک | اندازهگیری چند مقطع در طول شیت |
تغییر عرض مفید | کشش نامتقارن ورق | مقایسه عرض ابتدا، میانه و انتها |
چروک یا موج | فشار زیاد یا توالی نامناسب | بازبینی مراحل شکلدهی |
ترک در خم | شعاع کم یا شکلپذیری ناکافی | بازرسی نزدیک محل خم |
آسیب پوشش | تماس یا فشار نامناسب | بازرسی چشمی و کنترل غلتک |
برش مورب | تنظیم تیغه یا نگهداری نامناسب | کنترل قطرهای شیت و گونیا |
رول فرم چه اثری بر نصب گل میخ دارد؟
هندسه ورق، محل قرارگیری کنگره نسبت به تیر و عرض فضای در دسترس میتواند بر جانمایی و دسترسی گان جوشکاری اثر بگذارد. راهنمای SDI نیز نشان میدهد که محدود بودن دهانه کنگره میتواند اجرای بعضی اتصالات را دشوارتر کند. مشخصات گل میخ عرشه فولادی باید با جزئیات سازه و روش اجرا هماهنگ باشد.
گام ورق و جهت کنگرهها بر تعداد موقعیتهای قابلاستفاده در امتداد تیر اثر دارند، اما تعداد و آرایش نهایی اتصال باید از نقشه سازه استخراج شود. استفاده از یک عدد عمومی بهجای نقشه صحیح نیست و برای برآورد اولیه باید به محاسبه تعداد گل میخ در هر متر مربع همراه با ضوابط پروژه مراجعه شود.

در جوشکاری از روی ورق، ضخامت ورق، پوشش سطح، تماس کامل ورق با بال تیر و وضعیت آلودگی یا رطوبت میتوانند بر تشکیل اتصال اثر بگذارند. پارامترهای دستگاه باید پس از بررسی شرایط واقعی و اجرای نمونه اولیه تعیین شوند؛ جزئیات این مرحله در تنظیم دستگاه استاد ولدینگ قابل تکمیل است.
همچنین پژوهش های اخیر نشان میده جهت کنگره و شیوه قرارگیری ورق میتواند در رفتار اتصال و تیر مرکب مؤثر باشد. نتایج یک نمونه آزمایشگاهی را نباید مستقیماً به همه پروژهها تعمیم داد. پذیرش اتصال باید با روش بازرسی و تست گل میخ و بازرسی جوش انجام شود.
هزینه رول فرم ورق به چه عواملی بستگی دارد؟
هزینه نهایی به نوع و قیمت روز ورق، ضخامت و وزن سفارش، عرض کویل و پیچیدگی پروفیل وابسته است. مقاطعی که به استندهای بیشتر، تنظیمات دقیقتر یا لبههای پیچیده نیاز دارند ممکن است زمان آمادهسازی متفاوتی داشته باشند.
طول شیت، نوع برش، مقدار سفارش، بستهبندی، نحوه بارگیری و فاصله حمل نیز در هزینه مؤثرند. قیمت باید بر اساس مشخصات فنی قطعی، وزن واقعی سفارش و شرایط تحویل استعلام شود.
ارتباط رول فرم با اجزای سقف عرشه فولادی
ورق رول فرم شده قالب ماندگار بتن و بخشی از سیستم سقف است، اما بهتنهایی کل عملکرد سقف را تعیین نمیکند. بتن، آرماتور و مشخصات ورق باید مطابق طراحی سازه با یکدیگر هماهنگ شوند.
گل میخها برای انتقال نیرو میان تیر فولادی و دال مرکب به کار میروند. ترتیب کارگاهی و نکات اجرایی اتصال در مراحل نصب گل میخ عرشه فولادی باید جداگانه بررسی شود.
فلاشینگها برای بستن لبهها و محدودههای باز سقف استفاده میشوند و میخ و چاشنی یا سایر اتصالدهندهها، بسته به نقشه، برای تثبیت ورق کاربرد دارند. انتخاب نوع اتصال و فاصله آن بر عهده طراح سازه است و نباید صرفاً بر اساس ضخامت ظاهری ورق انجام شود.
دستگاه استاد ولدینگ نیز باید با نوع گل میخ، منبع برق، طول کابل و شرایط سطح هماهنگ باشد. بررسی نمونههای اجرایی در پروژههای گل میخ و استاد ولدینگ میتواند برای شناخت محدودیتهای کارگاهی مفید باشد، بدون آنکه جایگزین طراحی و تست پروژه شود.